Понятие уровень, единицы измерения.
В производственных процессах химической промышленности большое значение имеет контроль за уровнем жидкостей и твердых сыпучих материалов в технологических аппаратах, различных емкостях и в резервуарах.
Измерение уровня в технологических аппаратах.
Измерение уровня в технологических аппаратах позволяет контролировать в них вещества, необходимого для протекания технологических процессов в требуемом направлении. Запас вещества в аппаратах должен быть вполне определенным и значительное уменьшение или увеличение его по сравнению с номинальным значением может привести к нарушению производственного процесса. Измерение уровня в аппаратах производится обычно в относительно небольшом диапазоне его измерения, причем высокая точность при измерении не требуется. Необходимо следить лишь за тем, чтобы уровень вещества не был больше или меньше допустимых значений.
Измерение уровня в емкостях и резервуарах.
Измерение уровня в емкостях и резервуарах производится с целью учета количества находящегося в них вещества. В резервуарах больших размеров приходится измерять уровень, изменяющийся в большом диапазоне. Кроме того, точность измерения уровня должна быть достаточно высокой.
— Уровень измеряется в единицах длины — метрах. На заводе его часто измеряют в %.
— Измерение уровня вещества дает возможность, как уже говорилось выше, производить расчет количества и массы вещества для его учета.
Определение количества жидкости или сыпучих материалов.
При постоянном по высоте сечении емкости (резервуара) объем продукта может быть получен умножением площади поперечного сечения на значение уровня вещества, поэтому измерение объема здесь сводится к измерению уровня.
При переменной площади поперечного сечения резервуара по высоте надо знать зависимость этой площади от высоты.
Определение массы вещества.
Измерение массы вещества производится путем определения его объема и измерения плотности вещества. Умножая объем на плотность, получают массу вещества. Это умножение производят или вручную или автоматически при помощи приборов.
Методы измерения уровня, приборы для его измерения.
В производстве для контроля уровня веществ применяют различные уровнемеры, работающие на различных методах измерения уровня.
1. Уровнемеры с визуальным отсчетом;
2. Буйковые и поплавковые уровнемеры;
3. Гидростанические уровнемеры;
4. Дифманометрические уровнемеры;
5. Радиоактивные уровнемеры;
6. Уровнемеры раздела фаз;
7. Акустические уровнемеры;
8. Емкостные;
9. Уровнемеры сыпучих веществ.
Уровнемеры с визуальным отсчетом.
Самый простой способ измерения уровня, основанный на методе сообщающихся сосудов. То есть к технологическому аппарату через запорные вентили подключается стеклянная трубка, по которой и наблюдается столб жидкости.
Недостатки: имеется возможность загрязнения трубки, вплоть до полного исчезновения видимости уровня, а также возможность образования воздушных пузырьков внутри стеклянной трубки, что устраняется с помощью дренажного вентиля.
Применяется для контроля уровня жидких и прозрачных веществ по месту.
Буйковые и поплавковые уровнемеры.

Нашли широкое применение для измерения уровня жидкости, как в технологических аппаратах, так и в резервуарах у нас на предприятии.
 Принцип действия основан на возникновении выталкивающей силы при погружении поплавка или буйка в жидкость (закон Архимеда), которая либо преобразуется в стандартный токовый сигнал 4-20 мА, либо пневматический 0.2-1.0 кгс/см2 для последующей передачи информации на вторичные приборы, по которым оператор наблюдает показания уровня. Гораздо реже можно встретить поплавковые уровнемеры типа УДУ с контролем показаний по месту.
Принцип действия основан на возникновении выталкивающей силы при погружении поплавка или буйка в жидкость (закон Архимеда), которая либо преобразуется в стандартный токовый сигнал 4-20 мА, либо пневматический 0.2-1.0 кгс/см2 для последующей передачи информации на вторичные приборы, по которым оператор наблюдает показания уровня. Гораздо реже можно встретить поплавковые уровнемеры типа УДУ с контролем показаний по месту.
Среди буйковых уровнемеров широко используются такие как Сапфир ДУ, Fischer, имеющие стандартный токовый выходной сигнал 4-20 мА, работающие в комплекте с электронными вторичными приборами, как Ш-711, Ремиконт, МОД-30, дающими возможность не только наблюдать уровень, но и получить сигнализацию и блокировку по различным уставкам с помощью дополнительных устройств, таких как УАС, УЗС.
При работе в зимнее время эти уровнемеры нуждаются в обогреве по причине возможности образования наледи, как на внутренних элементах самого прибора, так и в направляющей трубе, в которой находится буек, возникающей при колебаниях температуры, как продукта, так и окружающей среды.
Среди поплавковых уровнемеров применение нашли УБП, УДУ, имеющие стандартный выходной сигнал 0.2-1.0 кгс/см2, работающие в комплекте с вторичными приборами типа ПВ10.1, ППВ1.1. Эти приборы не нуждаются в обогреве. В настоящее время на заводе ведется замена устаревших пневматических приборов КИП на более современные приборы, имеющие лучшие характеристики точности показаний и дающие больше возможностей по обработке информации от датчиков.
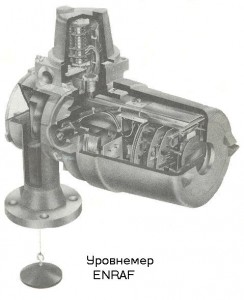
Одним из таких приборов является уровнемер ENRAF голландской фирмы. Точность измерения уровня составляет 0.1 мм. Это очень чувствительный прибор-преобразователь силы. Он постоянно взвешивает вес поплавка и сравнивает с уставкой, которая представляет собой вес поплавка минус выталкивающая сила. Если вес поплавка равен уставке, то прибор считает, что поплавок на уровне.
Прибор показал надежную работу на предприятии. Основные эксплуатационные требования: обогрев в зимнее время на резервуарах, где продукт – газ, а также отсутствие ударов вибраций и т. п. из-за которых выходит из строя чувствительный элемент или прибор сбивается. При остановке резервуара на ремонт необходимо перед демонтажем прибора: поднять поплавок, отключить питание 220в, заблокировать прибор механически.
Уровень раздела фаз.
Принцип действия основан на разных электропроводностях жидкостей. В емкость устанавливается электрод, который кабелем соединяется с вторичным прибором Ф-70. В качестве 2-го электрода используется сам корпус емкости. Применяется для разделения 2-х фаз электропроводной воды, от неэлектропроводной, с последующим отводом воды из емкости. Важным условием нормальной работы прибора является обеспечение герметичности конструкции электродов.
Гидростатические уровнемеры.

Гидростатический метод измерения уровня основан на том, что в жидкости существует гидростатическое давление, пропорциональное уровню, которое преобразуется в стандартный токовый сигнал 4-20 мА. Прибор нуждается в обогреве в зимнее время. Пример: Сапфир ДГ.
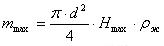
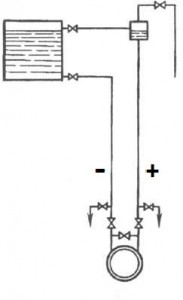
Дифманометрические уровнемеры.

Применяются для измерения уровня жидкости, как под атмосферным, так и под избыточным давлением. Каждому значению уровня жидкости в емкости соответствует определенный перепад давления, который измеряется прибором. Прибор нуждается в обогреве в зимнее время. Давление в аппарате не влияет на результат измерения, т. к. оно одинаково воздействует на «+» и «-» камеры. При работе на агрессивных средах, трубки между аппаратом и разделительными сосудами продувают воздухом или инертным газом.
Акустические уровнемеры. ( Ультразвуковые)
Принцип действия основан на локализации уровня звуковыми импульсами, проходящими через газовую среду, отходящую над контролируемой жидкостью и явлении отражения этих импульсов от границы раздела. Разновидностью ультразвукового уровнемера являются радарные уровнемеры типа APEX, обладающие высокой точностью, надежностью и возможностью эксплуатации в различных средах.
Радиоактивные уровнемеры.
Действие таких уровнемеров основано на поглощении γ — лучей при прохождении через слой вещества. Уровнемеры УР-8 используются для измерения уровня жидкостей и твердых сыпучих материалов
.
Емкостные уровнемеры.
 Принцип действия емкостных уровнемеров основан на зависимости электрической емкости системы «электрод-измерительная среда» от изменения уровня.
Принцип действия емкостных уровнемеров основан на зависимости электрической емкости системы «электрод-измерительная среда» от изменения уровня.
Приборы типа ЭИУ предназначаются для измерения не только жидких, но и твердых сыпучих материалов. Для измерения уровня воды, аммиака, мазута, бензина, керосина и смазочных масел предназначены емкостные уровнемеры ЭИУ-1К, фирмы LABKO 2W
Измерение уровня сыпучих материалов.
Для измерения уровня сыпучих веществ могут применяться некоторые из рассмотренных выше уровнемеров. Кроме того, имеются специальные конструкции приборов.